Propiedades físicas y mecánicas de los materiales
A continuación vamos a hablar de las propiedades fisicas y mecanicas de los materiales, lo cual, se define como la resistencia que describe que tanto resiste un material a las fuerzas aplicadas como son las de compresión, de impacto, cíclicas o de fatigao las fuerzas que se presentan a altas temperaturas. Estas van a ser:
1.- Elasticidad
 |
| Ejemplo de elsaticiad |
Al valor máximo de la fuerza aplicada sobre un objeto para que su deformación sea elástica se le denomina límite elástico y es de gran importancia en el diseño mecánico, ya que en la mayoría de aplicaciones es éste y no el de la rotura, el que se adopta como variable de diseño (particularmente en mecanismos). Una vez superado el límite elástico aparecen deformaciones plásticas (que son permanentes tras retirar la carga) comprometiendo la funcionalidad de ciertos elementos mecánicos.
El material más elástico se cree que es el caucho natural (látex natural), el cual se obtiene de los arboles llamados cauchos. Y el material menos elástico posiblemente sea el diamante.
2.- Plasticidad
La plasticidad es la propiedad que hace que un material pueda deformarse fácilmente y de forma permanente, aplicando fuerzas de poca intensidad. El material plástico por excelencia será la plastilina; su nombre hace, por tanto referencia a esta propiedad. También reciben su nombre de esta característica los plásticos, ya que son fácilmente moldeables.
La ductilidad es un tipo determinado de plasticidad. Un material es dúctil cuando es fácilmente deformable en forma de hilos sin romperse. Un ejemplo de material dúctil es el cobre que lo pedemos transformar fácilmente en hilos.
La maleabilidad es otro tipo de plasticidad. Un material es maleable cuando es fácilmente deformable en forma de láminas sin romperse. Un ejemplo de material muy maleable es el oro, material con el que podemos fabricar láminas de tan solo una micras de grosor (pan de oro).
La plasticidad es una propiedad importante, cuando tenemos que darle a una pieza formas complejas, mediante deformación.
2.- Plasticidad
La plasticidad es la propiedad que hace que un material pueda deformarse fácilmente y de forma permanente, aplicando fuerzas de poca intensidad. El material plástico por excelencia será la plastilina; su nombre hace, por tanto referencia a esta propiedad. También reciben su nombre de esta característica los plásticos, ya que son fácilmente moldeables.
La ductilidad es un tipo determinado de plasticidad. Un material es dúctil cuando es fácilmente deformable en forma de hilos sin romperse. Un ejemplo de material dúctil es el cobre que lo pedemos transformar fácilmente en hilos.
La maleabilidad es otro tipo de plasticidad. Un material es maleable cuando es fácilmente deformable en forma de láminas sin romperse. Un ejemplo de material muy maleable es el oro, material con el que podemos fabricar láminas de tan solo una micras de grosor (pan de oro).
La plasticidad es una propiedad importante, cuando tenemos que darle a una pieza formas complejas, mediante deformación.
En el comportamiento plástico parte de la energía mecánica se disipa internamente, en lugar de transformarse en energía potencial elástica.
La plastilina es el material más plastico ya que es facilmente deformable, y el material menos plastico es
 |
| Diferencia entre elasticidad y plasticidad |
3.- Dureza
Las escalas de uso industrial actuales son las siguientes:
- Dureza Brinell: Emplea como punta una bola de acero templado o carburo de wolframio.
Para materiales duros, es poco exacta pero fácil de aplicar. Poco precisa con chapas de menos de 6 mm de espesor. Estima resistencia a tracción.
 |
| Proceso de dureza Brinell |
-Dureza Knoop: Mide la dureza en valores de escala absolutas, y se valoran con la profundidad de señales grabadas sobre un mineral mediante un utensilio con una punta de diamante al que se le ejerce una fuerza estándar.
- Dureza Rockwell: Se utiliza como punta un cono de diamante (en algunos casos bola de acero). Es la más extendida, ya que la dureza se obtiene por medición directa y es apto para todo tipo de materiales. Se suele considerar un ensayo no destructivo por el pequeño tamaño de la huella.
- Rockwell superficial: Existe una variante del ensayo, llamada Rockwell superficial, para la caracterización de piezas muy delgadas, como cuchillas de afeitar o capas de materiales que han recibido algún tratamiento de endurecimiento superficial.
- Dureza Rosiwal: Mide en escalas absoluta de durezas, se expresa como la resistencia a la abrasión medias en pruebas de laboratorio y tomando como base el corindón con un valor de 1000.
- Dureza Shore: Emplea un escleroscopio. Se deja caer un indentador en la superficie del material y se ve el rebote. Es adimensional, pero consta de varias escalas. A mayor rebote -> mayor dureza. Aplicable para control de calidad superficial. Es un método elástico, no de penetración como los otros.
- Dureza Vickers: Emplea como penetrador un diamante con forma de pirámide cuadrangular. Para materiales blandos, los valores Vickers coinciden con los de la escala Brinell. Mejora del ensayo Brinell para efectuar ensayos de dureza con chapas de hasta 2 mm de espesor.
- Dureza Webster: Emplea máquinas manuales en la medición, siendo apto para piezas de difícil manejo como perfiles largos extruidos. El valor obtenido se suele convertir a valores Rockwell.
Aquí podemos ver una lista que va de los materiales menos duros a lo más duros.
| Dureza | Mineral | Composición química |
|---|---|---|
| 1 | Talco, (se puede rayar fácilmente con la uña) | Mg3Si4O10(OH)2 |
| 2 | Yeso, (se puede rayar con la uña con más dificultad) | CaSO4·2H2O |
| 3 | Calcita, (se puede rayar con una moneda de cobre) | CaCO3 |
| 4 | Fluorita, (se puede rayar con un cuchillo) | CaF2 |
| 5 | Apatita, (se puede rayar difícilmente con un cuchillo) | Ca5(PO4)3(OH-,Cl-,F-) |
| 6 | Feldespato, (se puede rayar con una cuchilla de acero) | KAlSi3O8 |
| 7 | Cuarzo, (raya el acero) | SiO2 |
| 8 | Topacio, | Al2SiO4(OH-,F-)2 |
| 9 | Corindón, (sólo se raya mediante diamante) | Al2O3 |
| 10 | Diamante, (el mineral natural más duro) | C |
| Diamante, el material más duro |
| Lista de los materiales más duros a los menos duros |
4.- Fragilidad
Fragilidad es justamente lo contrario de tenacidad. Un material es frágil, cuando se rompe al
 |
| Fragilidad de un material ante un golpe |
La fragilidad es una propiedad pocas veces deseada y suele venir impuesta por materiales que tienen otras propiedades aprovechables. De todas formas el cristal de emergencia de un autobús deberá ser frágil para que en caso de accidente lo podamos romper con un pequeño golpe.
El material más frágil es el cristal, el cual se usa en algunas ventanas de los autobuses para en caso de emergencia romperse con facilidad, y el material menos frágil o más duro es el diamante, el cual se encuentra en los rastros tras haberse ocasionado una erupción en un volcán, aunque algunos científicos han conseguido hacerlo artificial.
5.- Resistencia
La resistencia es la cualidad que nos permite aplazar o soportar la fatiga, permitiendo
| Resistencia de un material, el cual no llega a romperse |
Resistencia a la tracción.
Un cuerpo está sometido al esfuerzo de tracción cuando sobre el actúan dos fuerzas iguales, de sentido contrario y hacia fuera del objeto.
Un cuerpo sometido a tracción se deforma alargándose y estrechándose, esto es, las caras paralelas al esfuerzo tienden a unirse, mientras que las perpendiculares tienden a separarse.
Los materiales resistentes al esfuerzo de tracción se emplearán en el diseño de piezas que tengan que soportar pesos colgados, en cables de puentes y ascensores, cadenas. Etc.
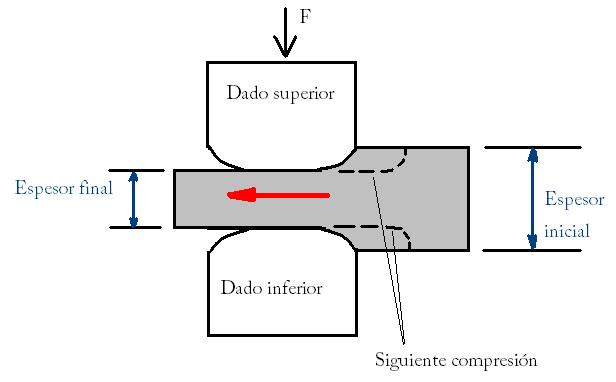
Resistencia a la compresión.
Un cuerpo se encuentra sometido a compresión, cuando sobre el actúan dos fuerzas iguales, de sentido contrario y hacia dentro del objeto.
Un cuerpo sometido a compresión se deforma acortándose y ensanchándose, esto es, las caras paralelas al esfuerzo tienden a separarse, mientras que las perpendiculares tienden a unirse. Como se ve todo lo contrario que la tracción.
Es necesario emplear materiales resistentes a la compresión en objetos que tienen que soportar pesos, como las patas de una silla o una mesa, los pilares, etc.
Resistencia a la flexión.
El esfuerzo de flexión es una combinación de los esfuerzos de tracción y compresión. El esfuerzo de flexión deforma los elementos de manera que se comban. Un ejemplo de flexión es una viga apoyada en uno o en los dos extremos y que soporta un peso.
Una parte de la viga estará sometida a compresión y la otra a tracción. ¿Cuales?.
Cuando un elemento se encuentra sometido a flexión, se producen una serie de tensiones transversales a lo largo de este cuerpo como consecuencia de la flexión.
Las vigas, los tablones de un andamio, el tablero de una mesa, la tabla de un trampolín, son algunos ejemplos de objetos que han de fabricarse con materiales resistentes a la flexión.
Resistencia a la torsión.
Un cuerpo está sometido a torsión cuando se intentan girar sus extremos en sentidos opuestos. Sus secciones tienden a tomar movimientos de rotación en sentidos opuestos. Si la fuerza es suficiente, también se produce el desgarro o cortadura.
Se encuentran sometidos a torsión todos los ejes que transmiten movimientos de giro: los destornilladores, las llaves de una cerradura, etc.
Resistencia eléctrica.
La principal propiedad eléctrica es la resistencia eléctrica. La resistencia eléctrica mide el

El material mas resistente o tenaz es el Carburo de Wolframio, el cual se utiliza para la elaboración de acero entre otras cosas, y el material más debil o menos resistente puede ser el papel.
6.- Resiliencia
En ingeniería, se llama resiliencia de un material a la energía de deformación (por unidad de
| Ensayo de resiliencia |
La resiliencia es la capacidad de almacenar energía en el periodo elástico, y corresponde al área bajo la curva del ensayo de tracción entre la deformación nula y el límite de fluencia.
7.- Fatiga
La fatiga de los materiales principalmente se refiere a que un material, que esta recibiendo una presión, poco a poco vaya debilitandose hasta que llegue un punto en el que el material termine cediendo y acabe rompiendose. Y a esto se llama fatiga. Hay dos tipos de fatiga posibles:
 |
| Proceso de fatiga |
Fatiga termica
La fatiga térmica se induce normalmente a temperaturas elevadas debido a tensiones térmicas fluctuantes; no es necesario que estén presentes tensiones mecánicas de origen externo. La causa de estas tensiones térmicas es la restricción a la dilatación y o contracción que normalmente ocurren en piezas estructurales sometidas a variaciones de temperatura. La magnitud de la tensión térmica resultante debido a un cambio de temperatura depende del coeficiente de dilatación térmica y del módulo de elasticidad.
Fatiga con corrosión
La fatiga con corrosión ocurre por acción de una tensión cíclica y ataque químico simultáneo. Lógicamente los medios corrosivos tienen una influencia negativa y reducen la vida a fatiga,
incluso la atmósfera normal afecta a algunos materiales. A consecuencia pueden producirse pequeñas fisuras o picaduras que se comportarán como concentradoras de tensiones originando grietas. La de propagación también aumenta en el medio corrosivo puesto que el medio corrosivo también corroerá el interior de la grieta produciendo nuevos concentradores de tensión.
La fatiga con corrosión ocurre por acción de una tensión cíclica y ataque químico simultáneo. Lógicamente los medios corrosivos tienen una influencia negativa y reducen la vida a fatiga,
| Fatiga por corrosión |
8.- Conductividad eléctrica
La conductividad eléctrica es la capacidad de un cuerpo de permitir el paso de la corriente eléctrica a través de sí. También es definida como la propiedad natural característica de cada cuerpo que representa la facilidad con la que los electrones (y huecos en el caso de los semiconductores) pueden pasar por él. Varía con la temperatura. Es una de las características más importantes de los materiales.
El material que mejor conduce la electricidad es el oro, es el que menor resistencia ofrece al paso de electricidad y el material mas aislante de electricidad es el poliestireno expandido.
El material que mejor conduce la electricidad es el oro, es el que menor resistencia ofrece al paso de electricidad y el material mas aislante de electricidad es el poliestireno expandido.
9.- Conductividad térmica
Un material es un buen conductor térmico cuando deja pasar el calor con facilidad, en caso contrario, su conductividad térmica será baja. Todos los metales son buenos conductores del calor, mientras que el aire es un buen aislante térmico.
Emplearemos buenos conductores térmicos para las baterías de cocina, las sartenes, los calentadores y radiadores, para la suela de una plancha, etc. Sin embargo emplearemos malos conductores para los mangos de las sartenes y ollas, para aislar las construcciones o para aislar el calor de un horno.
10.- Ensayos
-Determinar propiedades del material, ya sea resistencia , ductilidad, tenacidad, etc.
-Determinar leyes de comportamiento del material bajo distintas situaciones para diseño
-Poder seleccionar materiales .
-Modificar materiales en producción para cumplir propiedades deseadas.
-Controlar la calidad, verificar el cumplimiento de las especificaciones técnicas requeridas para el uso del material
-Desarrollar y producir nuevos materiales con distintas características mecánicas
Los principales factores del procedimiento experimental que influyen sobre las propiedades mecánicas medidas son:
| Condiciones | Equipos de ensayos | Método o técnica de ensayo | Errores |
| humedad | deformación o carga controlada | tipo de solicitación en función de propiedad a determinar | humanos |
| temperatura | rigidez de máquina de ensayos | tiempo y velocidad aplicación de carga | calibración |
| edad | rigidez de platos de carga | dimensiones y forma de probeta | equipos e instrumentos |
| métodos de fabricación | precisión de medición | relación tamaño fases (tamaño gramos) y dimensión probeta | técnica de muestreo |
| composición | carga y deformación | efectos de borde (concentración de tensiones y excentricidades) | Tipo de rotura. disposición de las cargas |
Los ensayos deben ejecutarse bajo condiciones y variables normalizados y hay que considerar todas las variables que intervienen su rango de variación.
Existen 2 tipos de ensayos:
-Ensayos destructivos: Ej. reacción, compresión, flexión, etc.
-Ensayos no destructivos: Existen numerosos tipos de ensayos no destructivos, es decir, que permiten verificar indirectamente la resistencia del material sin producir daño sobre él.
Tipos de ensayos mecánicos
a) Destructivos
- Tracción: Más útil de todo los ensayos para materiales dúctiles: metales. se determina resistencia, ductilidad, tenacidad, módulo de elasticidad y coeficiente de poisson.
- Compresión: Ensayo de gran valor para determinar la resistencia de materiales frágiles: hormigón, madera, ladrillo, hierro fundido. permite evaluar, además, el módulo de elasticidad y el coeficiente de poisson.
- Flexotracción: Medida indirecta de la resistencia a la tracción de materiales frágiles. (denominada módulo de ruptura.)
- Hendimiento: En materiales frágiles entrega medida indirecta de la resistencia a la tracción que es más cercana a la resistencia a tracción pura del material. válido teóricamente sólo para materiales lineal-elástico. conocido como método brasileño.
- Impacto: Medida valiosa de la resistencia a golpes de materiales frágiles y dúctiles. se utiliza para evaluar la capacidad de absorber energía del acero a diferentes temperaturas y entrega temperatura de transición.
- Fatiga: Determinar el deterioro progresivo de un material hasta la rotura bajo tensiones repetidas o alternadas.
- Dureza: Capacidad de un material de prevenir el desgaste y deterioro por acciones mecánicas.
- Corte: Utilizado en maderas, ladrillos y hormigón. ensayo imperfecto debido a existencia de tensiones de flexión.
- Torsión: Único ensayo que permite determinar el módulo de elasticidad al g de materiales dúctiles.
b) No Destructivos:
- Ensayos Esclerométricos: Mide dureza superficial y la correlaciona con resistencia a compresión en hormigones.
- Ensayos Ultrasónicos: Mide módulo de elasticidad por velocidad de transmisión de ondas ultrasónicas y lo correlaciona con resistencia a compresión.
 |
| Ensayo ultrasónico |
English vocabulary:
Elasticidad: Elasticity
Plasticidad: Plasticity
Dureza: Hardness
Fragilidad: Fragility
Resistencia: Resistance
Resiliencia: Resilience
Fatiga: Fatigue
Conductividad Eléctrica: Electrical conductivity
Conductividad Térmica: Thermal conductivity