Procesos fabriles
A continuación vamos a hablar de los varios procesos fabriles que hay y de las piezas que son capaces de hacer con cada proceso, como por ejemplo:
1-. Calderería
La calderería a una especialidad profesional de la rama de fabricación metálica que tiene
como función principal la construcción de depósitos aptos para el almacenaje y transporte de sólidos en forma de granos o áridos, líquidos y gas así como todo tipo de construcción naval y estructuras metálicas. Muchos de estos depósitos reciben el nombre de silos y cisternas. Ejemplos significativos de construcción en calderería son la Torre Eiffel o la estructura que sustenta el Museo Guggenheim Bilbao, entre otros muchos ejemplos, como la construcción de petroleros, gaseros, etc..
 |
| Ejemplo de construcción en calderería: Torre Eiffel |
 |
| Persona haciendo una pieza con un instrumento del proceso de calderería |
 |
| Otra persona usando otro tipo de maquinaría durante el proceso de calderería |
A continuación se puede observar un video de una empresa de metalurgica, la cual posee calderería pesada, esta está situada en Renedo, Cantabria (aquí cerca) en el video se ve una serie de fotos que muestran las piezas que hacen y algunos metodos de fabricación.
2.- Conformado en frío
El concepto del conformado en frío comprende todos los métodos de fabricación que permiten deformar plásticamente (a temperatura ambiente y ejerciendo una presión elevada) metales o aleaciones de metales tales como cobre, aluminio o latón, pero sin modificar el volumen, el peso o las propiedades esenciales del material. Durante el conformado en frío la materia prima recibe su nueva forma mediante un proceso que consta de diferentes etapas de deformación. De tal manera se evita que se exceda la capacidad de deformación del material y por lo tanto su rotura.
El conformado en frío es empleado a nivel mundial para fabricar los productos más diversos.
Clavos, tornillos, bulones, tubos de cobre, botellas de aluminio, cord metálico para neumáticos etc. También la mayoría de los objetos metálicos de uso doméstico se producen mediante este método: mangos, bisagras, elementos de unión, listones y utensilios de cocina.
 |
| Piezas fabricadas mediante el proceso de conformado en frío |
 |
| Actualmente, las prensas modernas de extrusión en frío trabajan con varias pasadas. De esta manera, tales prensas son capaces de producir (según el tipo de tornillo) más de 1.000 piezas al minuto |
Breve video de una de las tecnicas de conformado (laminación) --->
3.- Estampación
La estampación en general es un proceso de impresión para obtener un diseño, que puede
 |
| Estampación en papel |
La estampación del metal es un tipo de proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada
 |
| Imagen animada de una prensa |
Si la temperatura del material a deformar es Mayor a la temperatura de recristalización, se denomina Estampación en Caliente, y si es menor se denomina estampación en frío.
3.1.- Estampación en caliente
El producto obtenido tiene Menor precisión dimensional y Mayor rugosidad que cuando se trabaja en frío, pero es posible obtener mayores deformaciones en caliente
3.2.- Estampación en frío
Las principales operaciones de estampación en frío son:
- Troquelación: punzado (realización de agujeros), corte (separación de piezas de una chapa) o acuñación.
- Embutición: obtención de cuerpos huecos a partir de chapa plana.
- Deformación por flexión entre matrices: curvado, plegado o arrollado.
Los materiales utilizados en la estampación en frío son dúctiles y maleables, como el acero de baja aleación, las aleaciones de aluminio (preferentemente al magnesio, sin cobre), el latón, la plata y el oro.
- Embutición: obtención de cuerpos huecos a partir de chapa plana.
- Deformación por flexión entre matrices: curvado, plegado o arrollado.
Los materiales utilizados en la estampación en frío son dúctiles y maleables, como el acero de baja aleación, las aleaciones de aluminio (preferentemente al magnesio, sin cobre), el latón, la plata y el oro.
| Finalizado después de un proceso de estampación |
 |
| Proceso de estampación |
A continuación se puede ver un video en el que se ve una empresa de fabricacion de estampado de metal y su proceso
4.- Extrusión
En una definición amplia el proceso de extrusión hace referencia a cualquier operación de transformación en la que un material fundido es forzado a atravesar una boquilla para producir
un articulo de sección transversal constante y, en un principio, longitud indefinida. Además de los plásticos, muchos otros materiales se procesan mediante extrusión, como los metales, cerámicas o alimentos, obteniéndose productos muy variados como son marcos de ventanas de aluminio o PVC, tuberías, pastas alimenticias, etc.. Desde el punto de vista de los plásticos, la extrusión es claramente uno de los procesos mas importantes de transformación. El proceso de extrusión de plásticos se lleva a cabo con maquinas denominadas extrusoras o extrusores. Aunque existen extrusoras de diversos tipos, las mas utilizadas son las de tornillo o de husillo simple, por lo que haremos referencia a ellas continuamente.
 |
| Piezas echas mediante extrusión |
Hay varios tipos de extrusión:
- Extrusión en caliente: La extrusión en caliente se hace a temperaturas elevadas para evitar el trabajo forzado y hacer más fácil el paso del material a través del troquel.
- Extrusión en frío: La extrusión fría es hecha a temperatura ambiente o cerca de la temperatura ambiente. La ventaja de ésta sobre la extrusión en caliente es la falta de oxidación, lo que se traduce en una mayor fortaleza debido al trabajo en frío o tratamiento en frío.
- Extrusión tibia: La extrusión tibia se hace por encima de la temperatura ambiente pero por debajo de la temperatura de recristalización del material, en un intervalo de temperaturas de 800 a 1800 °F (de 424 °C a 975 °C).
- Quebradura de superficie; cuando hay grietas en la superficie de extrusión. Esto se debe a la temperatura de extrusión, fricción, o velocidad muy alta. Esto puede pasar también a bajas temperaturas, si el producto temporalmente se pega al troquel.
- Defecto de tubo; Se crea una estructura de flujo que arrastra los óxidos de la superficie y las impurezas al centro del producto. Tales patrones que son frecuentemente causados por altas fricciones o enfriamiento de la parte externa de la barra.
- El agrietamiento interior o defecto Chevron se produce cuando el centro de la expulsión desarrolla grietas o vacíos. Estas grietas son atribuidas fuerzas de tensión hidrostática en la línea central en la zona de deformación en el troquel. Aumenta al aumentar el ángulo de la matriz y la concentración de impurezas, y disminuye al aumentar la relación de extrusión y la fricción.
| Proceso de extrusion de plásticos |
 |
| Poceso de extrusión |
<----
Breve video del proceso de extrusión
5.- Forjado
La forja, al igual que la laminación y la extrusión, es un proceso de conformado por deformación plástica que puede realizarse en caliente o en frío y en el que la deformación del
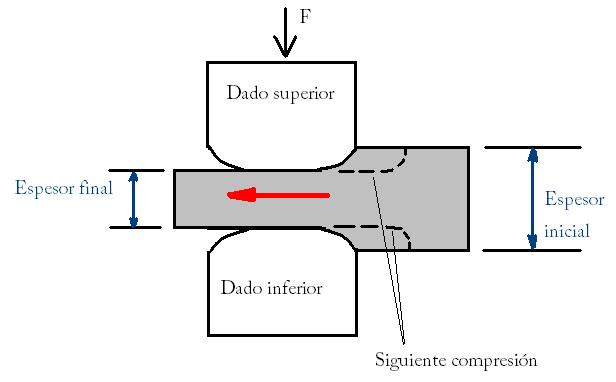 |
| Esquema de las partes de un forjado con dado abierto |
Este proceso de fabricación se utiliza para dar una forma y unas propiedades determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones. La deformación se puede realizar de dos formas diferentes: por presión, de forma continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos pilones.
Hay que destacar que es un proceso de conformado de metales en el que no se produce arranque de viruta, con lo que se produce un importante ahorro de material respecto a otros procesos, como por ejemplo el mecanizado.
Los principales tipos de forja que existen son:
- Forja libre: Es el tipo de forja industrial más antiguo y se caracteriza porque la deformación del metal no está limitada (es libre) por su forma o masa. Se utiliza para fabricar piezas únicas o pequeños lotes de piezas, donde normalmente éstas son de gran tamaño. Además este tipo de forja sirve como preparación de las preformas a utilizar en forjas por estampa. También puede encontrarse como forja en dados abiertos.
- Forja con estampa: Este tipo de forja consiste en colocar la pieza entre dos matrices que al cerrarse conforman una cavidad con la forma y dimensiones que se desean obtener para la
pieza. A medida que avanza el proceso, ya sea empleando martillos o prensas, el material se va deformando y adaptando a las matrices hasta que adquiere la geometría deseada. Este proceso debe realizarse con un cordón de rebaba que sirve para aportar la presión necesaria al llenar las zonas finales de la pieza, especialmente si los radios de acuerdo de las pieza son de pequeño tamaño y puede estar sin rebaba, dependiendo de si las matrices llevan incorporada una zona de desahogo para alojar el material sobrante (rebaba) o no. Se utiliza para fabricar grandes series de piezas cuyas dimensiones y geometrías pueden variar en gran medida. Las dimensiones de estas piezas van desde unos pocos milímetros de longitud y gramos de peso hasta varios metros y toneladas, y sus geometrías pueden ser simples o complejas.
 |
| Objeto sometido a forja con estampa |
- Recalcado: A diferencia de los procesos anteriores que se realizan en caliente, este además puede realizarse en frío. Consiste en la concentración o acumulación de material en una zona determinada y limitada de una pieza (normalmente en forma de barra). Si el proceso se realiza en frió y en los extremos de las piezas se denomina encabezado en frío.
- Forjado isotérmico: El forjado isotérmico es un tipo especial de forja en la cual la temperatura de los troqueles es significativamente superior a la utilizada en procesos de forja convencional.
Este proceso puede aplicarse a:
- Metales puros: aluminio, cobre, titanio y zinc.
- Aleaciones: acero, de aluminio, de cobre, de magnesio y bronces.
La fundición es el procedimiento más antiguo para dar forma a los metales. Fundamentalmente radica en fundir y colar metal líquido en un molde de la forma y tamaño deseado para que allí solidifique. Generalmente este molde se hace en arena, consolidado por un apisonado manual o mecánico alrededor de un modelo, el cual se extrae antes de
recibir el metal fundido. No hay limitaciones en el tamaño de las piezas que puedan colarse, variando desde pequeñas piezas de prótesis dental, con peso en gramos, hasta los grandes bastidores de máquinas de varias toneladas. Este método, es el más adaptable para dar forma a los metales y muchas piezas que son imposibles de fabricar por otros procesos convencionales como la forja, laminación,soldadura, etc.
El primer acercamiento del hombre con metales en estado natural (oro, plata, cobre) se estima que ocurrió hace 4000—7000 años a.n.e. Su verdadera acción como fundidor el hombre la inicio posteriormente, cuando fue capaz de fundir el cobre a partir del mineral.
Etapas del proceso de fundición
La posibilidad de fundir un metal o una aleación depende de su composición (fijada por el intervalo de solidificación), temperatura de fusión y tensión superficial del metal fundido. Todos estos factores determinan su fluidez. Se utilizan tres tipos de fundición:
En lingoteras: Se usa la fundición de primera fusión a la que se añaden los elementos de aleación necesarios que posteriormente se depositan en lingoteras de colada por gravedad o a presión.
Colada continua: En este tipo se eliminan las bolsas de aire y las secreciones, tanto longitudinales como transversales. Mediante este sistema se obtienen barras, perfiles, etc.
Fundición en moldes: Se extraen las piezas completas.
Preparación de mezcla
1- Moldeo
2- Fusión
3- Vertido
4- Desmolde ,limpieza, acabado
Cada uno de ellos dispondrá de su respectiva tecnología y se desarrollaran como dos flujos de producción paralelos los cuales en determinado momento se unirán para darle forma y terminación a la pieza como se demuestra en el siguiente diagrama de flujo.
En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, cerámico o un metal en estado fundido (o ahulado) en un molde cerrado a presión y
frío, a través de un orificio pequeño llamado compuerta. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. La pieza o parte final se obtiene al abrir el molde y sacar de la cavidad la pieza moldeada.
El proceso de inyección de termoplásticos se fundamenta en fundir un material plástico y hacerlo fluir hacia un molde, a través de una boquilla en la máquina de inyección, en donde llena una cavidad que le da una forma determinada permitiendo obtener una amplia variedad de productos. El moldeo por inyección es la técnica de procesamiento de mayor utilización para la transformación de plásticos. Su popularidad radica en la versatilidad para obtener productos de variadas geometrías y para diversos usos.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12% anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Colada fría y caliente
Existen dos tipos de colada.
Laminado en caliente
Se utiliza para estructuras de colada, o fundición comúnmente dendrítica (con forma de cristal metálico), la cual incluye granos grandes y no uniformes, por lo cual la estructura es más frágil y contiene porosidades. Se
debe realizar a una temperatura mayor a la temperatura de recristalización del metal; permitiendo transformar la estructura colada en una estructura laminada. Se lleva a cabo para aleaciones de aluminio y para aceros aleados. Se manejan temperaturas entre 0.3 y 0.5 veces la temperatura de fusión.Los primeros productos de laminado en caliente, son la palanquilla y el planchón.
Laminado en frío
El proceso de laminado en frío se lleva a cabo a temperatura ambiente. A diferencia del proceso de laminación en caliente, produce láminas y tiras con un acabado superficial mejor debido a que no hay presencia de calamina.Además se tienen mejores tolerancias dimensionales y mejores propiedades mecánicas debidas al endurecimiento por deformación.
9.- Mecanizado con arranque de viruta
El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de
la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
Hay dos tipos de mecanizado:
- Mecanizado manual
Es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel, buril; en estos casos el operario maquina la pieza utilizando alguna de estas herramientas, empleando para ello su destreza y fuerza.
- Obtención del polvo
Se entiende por trefilar a la operación de conformación en frío consistente en la reducción de
sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en
una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un
aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que la resistencia a tracción sigue aumentando, se pierden otras características como la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.
Las diferentes operaciones que se realizan durante este proceso son:
-Patentado: tratamiento térmico que consiste en calentar el alambre hasta 950 °C, y una vez
alcanzada dicha temperatura; enfriarlo bruscamente en un baño de plomo a 500 °C. Este tratamiento tiene por objeto dar al alambre una estructura dúctil que permite el trefilado.
-Decapado: consiste en preparar y limpiar el material, eliminando el óxido que puede haberse formado en las superficies del material, en laminaciones anteriores. Normalmente se hace mediante ataques químicos y posteriormente se realiza una limpieza con agua a presión.
-Trefilado: los lubricantes y diferentes máquinas son los factores principales. Se suele utilizar de lubricantes la parafina y el grafito en solución coloidal o finamente dividido.
-Acabado: una vez que ya ha salido el material de la hilera, se le somete a operaciones de enderezamiento, eliminación de tensiones y, a veces, algunos tratamientos isotérmicos para conseguir mejoras en las características mecánicas del producto.
English vocabulary:
Calderería: Boilers
Conformado frío manual: Manual cold forming
Estampación: Tooling
Extrusión: Extrusion
Forjado: Wrought
Fundición: Casting
Inyeccción: Injection molding
Laminado: Laminate
Mecanizado con arranque de viruta: Chip removal machining
Sinterizado: Sintered
Tratamientos Térmicos: Heat treatments
Trefilado: Wire drawing
  |
| A la izquierda podemos ver una fragua con la que calentaban los materiales para trabajar en epocas antiguas, y a la derecha un objeto sacado de la fragua el cual va a ser trabajado por el herrero mientras esta a gran temperatura para tener una facil deformación. |
 |
| Objeto sometido a altas temperaturas durante el proceso de forjado |
 |
| Pieza echa mediante forjado |
Video en el que se explica el proceso
de forjado
de forjado
6.- Fundición
 |
| Persona trabajando con metal fundido |
Etapas del proceso de fundición
La posibilidad de fundir un metal o una aleación depende de su composición (fijada por el intervalo de solidificación), temperatura de fusión y tensión superficial del metal fundido. Todos estos factores determinan su fluidez. Se utilizan tres tipos de fundición:
En lingoteras: Se usa la fundición de primera fusión a la que se añaden los elementos de aleación necesarios que posteriormente se depositan en lingoteras de colada por gravedad o a presión.
Colada continua: En este tipo se eliminan las bolsas de aire y las secreciones, tanto longitudinales como transversales. Mediante este sistema se obtienen barras, perfiles, etc.
Fundición en moldes: Se extraen las piezas completas.
 |
| Una de las etapas de fundición |
Preparación de mezcla
1- Moldeo
2- Fusión
3- Vertido
4- Desmolde ,limpieza, acabado
Cada uno de ellos dispondrá de su respectiva tecnología y se desarrollaran como dos flujos de producción paralelos los cuales en determinado momento se unirán para darle forma y terminación a la pieza como se demuestra en el siguiente diagrama de flujo.
 |
| Digrama de flujo del proceso de fundición de piezas |
7.- Inyección
 |
| Ciclo de inyección |
El proceso de inyección de termoplásticos se fundamenta en fundir un material plástico y hacerlo fluir hacia un molde, a través de una boquilla en la máquina de inyección, en donde llena una cavidad que le da una forma determinada permitiendo obtener una amplia variedad de productos. El moldeo por inyección es la técnica de procesamiento de mayor utilización para la transformación de plásticos. Su popularidad radica en la versatilidad para obtener productos de variadas geometrías y para diversos usos.
El moldeo por inyección es una técnica muy popular para la fabricación de artículos muy diferentes. Sólo en los Estados Unidos, la industria del plástico ha crecido a una tasa de 12% anual durante los últimos 25 años, y el principal proceso de transformación de plástico es el moldeo por inyección, seguido del de extrusión. Un ejemplo de productos fabricados por esta técnica son los famosos bloques interconectables LEGO y juguetes Playmobil, así como una gran cantidad de componentes de automóviles, componentes para aviones y naves espaciales.
Colada fría y caliente
Existen dos tipos de colada.
- La colada fría es el remanente de polímero solidificado que queda en los canales, y que es necesario cortar de la pieza final.
 |
| Proceso de inyección |
- La colada caliente mantiene al polímero en estado fundido para continuar con la inyección. Con esta técnica se ahorra una considerable cantidad de plástico, aunque presenta algunos inconvenientes: los pigmentos deben tener mayor resistencia a la temperatura, el polímero aumenta su historia térmica, el molde debe ser diseñado especialmente para esto, etc.
El proceso de laminación es un método de conformado mediante el cual el acero se somete a
temperaturas promedio de 1160ºC en un horno, durante aproximadamente dos horas, posteriormente sufre reducciones sucesivas en un tren de laminación continuo, como resultado de pasar a través de las cajas compuestas por cilindros de laminación, se forman los productos requeridos, de acuerdo a un diseño específico.
Hay dos tipos de laminados:
 |
| Partes de la maquinaría de fundición |
Breve video en el que describen las partes de la maquinaría de inyección
y hacen una demostración de su funcionamiento.
8.- Laminado
 |
| Proceso laminado, imagen animada |
Hay dos tipos de laminados:
Laminado en caliente
Se utiliza para estructuras de colada, o fundición comúnmente dendrítica (con forma de cristal metálico), la cual incluye granos grandes y no uniformes, por lo cual la estructura es más frágil y contiene porosidades. Se
Laminado en frío
El proceso de laminado en frío se lleva a cabo a temperatura ambiente. A diferencia del proceso de laminación en caliente, produce láminas y tiras con un acabado superficial mejor debido a que no hay presencia de calamina.Además se tienen mejores tolerancias dimensionales y mejores propiedades mecánicas debidas al endurecimiento por deformación.
 |
| Maquina de laminado |
 |
| Cilindro de laminación |
9.- Mecanizado con arranque de viruta
El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de
 |
| Mecanizado por arranque de viruta |
Hay dos tipos de mecanizado:
 |
| Mecanizado manual |
- Mecanizado manual
Es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel, buril; en estos casos el operario maquina la pieza utilizando alguna de estas herramientas, empleando para ello su destreza y fuerza.
- Mecanizado con máquina-herramienta
El mecanizado se hace mediante una máquina herramienta, manual, semiautomática o automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los motores y mecanismos necesarios. Las máquinas herramientas de mecanizado clásicas son:
El mecanizado se hace mediante una máquina herramienta, manual, semiautomática o automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los motores y mecanismos necesarios. Las máquinas herramientas de mecanizado clásicas son:
 |
| Mecanizado por arranque de viruta mediante maquina (Taladro) |
- Taladro: La pieza es fijada sobre la mesa del taladro, la herramienta, llamada broca, realiza el movimiento de corte giratorio y de avance lineal, realizando el mecanizado de un agujero o taladro teóricamente del mismo diámetro que la broca y de la profundidad deseada.
- Limadora: esta máquina herramienta realiza el mecanizado con una cuchilla montada sobre el porta herramientas del carnero, que realiza un movimiento lineal de corte, sobre una pieza fijada la mesa, que tiene el movimiento de avance perpendicular al movimiento de corte.
- Mortajadora : máquina que arranca material linealmente del interior de un agujero. El movimiento de corte lo efectúa la herramienta y el de avance la mesa donde se monta la pieza a mecanizar.
- Cepilladora: de mayor tamaño que la limadora, tiene una mesa deslizante sobre la que se fija la pieza y que realiza el movimiento de corte deslizándose longitudinalmente, la cuchilla montada sobre un puente sobre la mesa se desplaza transversalmente en el movimiento de avance.
- Brochadora : Máquina en la que el movimiento de corte lo realiza una herramienta brocha de múltiples filos progresivos que van arrancando material de la pieza con un movimiento lineal.
- Torno: el torno es la máquina herramienta de mecanizado más difundida, éstas son en la
industria las de uso más general, la pieza se fija en el plato del torno, que realiza el movimiento de corte girando sobre su eje, la cuchilla realiza el movimiento de avance eliminando el material en los sitios precisos.
- Fresadora: en la fresadora el movimiento de corte lo tiene la herramienta; que se denomina fresa, girando sobre su eje, el movimiento de avance lo tiene la pieza, fijada sobre la mesa de la fresadora que realiza este movimiento. Es junto al torno la máquina herramienta más universal y versátil.
Sinterización es el tratamiento térmico de un polvo o compactado metálico o cerámico a una
temperatura inferior a la de fusión de la mezcla, para incrementar la fuerza y la resistencia de la pieza creando enlaces fuertes entre las partículas.
En la fabricación de cerámicas, este tratamiento térmico transforma un producto en polvo en otro compacto y coherente. La sinterización se utiliza de modo generalizado para producir formas cerámicas de alúmina, berilia, ferrita y titanatos.
En la sinterización las partículas coalescen por difusión al estado sólido a muy altas temperaturas, pero por debajo del punto de fusión o vitrificacióndel compuesto que se desea sinterizar. En el proceso, se produce difusión atómica entre las superficies de contacto de las partículas, lo que provoca que resulten químicamente unidas.
Fases de la sinterización
Para la fabricación de una pieza mediante sinterizado se siguen las siguientes etapas:
 |
| Fabricación por arranque de viruta |
10.- Sinterizado
Sinterización es el tratamiento térmico de un polvo o compactado metálico o cerámico a una
 |
| Proceso de sinterización |
En la fabricación de cerámicas, este tratamiento térmico transforma un producto en polvo en otro compacto y coherente. La sinterización se utiliza de modo generalizado para producir formas cerámicas de alúmina, berilia, ferrita y titanatos.
En la sinterización las partículas coalescen por difusión al estado sólido a muy altas temperaturas, pero por debajo del punto de fusión o vitrificacióndel compuesto que se desea sinterizar. En el proceso, se produce difusión atómica entre las superficies de contacto de las partículas, lo que provoca que resulten químicamente unidas.
Fases de la sinterización
Para la fabricación de una pieza mediante sinterizado se siguen las siguientes etapas:
- Obtención del polvo
- Preparación del polvo
 |
| Bola de bronce sinterizado |
- Compactación
- Sinterización
- Acabado de la sinterización
El término tratamiento térmico describe un proceso en el cual una herramienta o parte de una
herramienta se somete intencionalmente a una secuencia específica de tiempo - temperatura.
En algunos casos, la pieza puede ser sometida adicionalmente a otras influencias químicas y/o físicas.
Video del proceso de sinterizado
11.- Tratamientos térmicos
El término tratamiento térmico describe un proceso en el cual una herramienta o parte de una
herramienta se somete intencionalmente a una secuencia específica de tiempo - temperatura.
 |
| Tratamiento térmico |
El objetivo del tratamiento térmico es conferirle a la pieza propiedades requeridas para procesos de transformación posteriores o para su aplicación final.
Un proceso de tratamiento térmico puede provocar transformaciones de los constituyentes estructurales sin modificar la composición química promedio del material. Al final del tratamiento térmico, los componentes estructurales pueden estar en equilibrio (por ejemplo ferrita + carburos después del recocido) o no (por ejemplo martensita después del temple). El tratamiento térmico también puede causar cambios en el tamaño, forma o distribución de los componentes estructurales sin cambiar el tipo constituyente (por ejemplo en el recocido). También es posible cambiar el contenido de ciertos estructurales en la zona superficial (por ejemplo cementación), o cambiar la intensidad y distribución de las tensiones internas (por ejemplo distensionado).
Un proceso de tratamiento térmico puede provocar transformaciones de los constituyentes estructurales sin modificar la composición química promedio del material. Al final del tratamiento térmico, los componentes estructurales pueden estar en equilibrio (por ejemplo ferrita + carburos después del recocido) o no (por ejemplo martensita después del temple). El tratamiento térmico también puede causar cambios en el tamaño, forma o distribución de los componentes estructurales sin cambiar el tipo constituyente (por ejemplo en el recocido). También es posible cambiar el contenido de ciertos estructurales en la zona superficial (por ejemplo cementación), o cambiar la intensidad y distribución de las tensiones internas (por ejemplo distensionado).
Cada proceso de tratamiento térmico consiste de los siguientes pasos individuales:
- Calentamiento: Eleva la temperatura de un pieza
- Precalentamiento: Calentamiento seguido de un mantenimiento a una o más temperaturas (precalentamiento de múltiples etapas) por debajo de la temperatura máxima seleccionada. El objetivo del precalentamiento es reducir las tensiones de fisuras ocasionadas por tensiones térmicas.
- Calentamiento superficial: Consiste en un calentamiento hasta que la zona superficial de la pieza obtiene una temperatura específica.
- Calentamiento a Fondo: Calentamiento Superficial + igualación de la temperatura.
- Mantenimiento: Consiste en mantener una cierta temperatura sobre toda la sección.
- Enfriamiento: Consiste en disminuir la temperatura de una pieza. Todo enfriamiento que
sucede más rápidamente que aquel que se presenta al aire quieto, es denominado temple. (cuando se enfrían acros austenítica con buenas propiedades de tenacidad, el enfriamiento en aire también es denominado temple.)
 |
| Tratamiento térmico |
- Precalentamiento: Calentamiento seguido de un mantenimiento a una o más temperaturas (precalentamiento de múltiples etapas) por debajo de la temperatura máxima seleccionada. El objetivo del precalentamiento es reducir las tensiones de fisuras ocasionadas por tensiones térmicas.
- Calentamiento superficial: Consiste en un calentamiento hasta que la zona superficial de la pieza obtiene una temperatura específica.
- Calentamiento a Fondo: Calentamiento Superficial + igualación de la temperatura.
- Mantenimiento: Consiste en mantener una cierta temperatura sobre toda la sección.
- Enfriamiento: Consiste en disminuir la temperatura de una pieza. Todo enfriamiento que
 |
| Tratamiento térmico (enfiramiento) |
El tiempo de exposición (antiguamente llamado tiempo de inmesión, en caso del temple en baño de sales), p.ej. el período de tiempo transcurrido entre la introducción de la pieza en el horno y su retiro, comprende el tiempo de calentamiento a fondo y el tiempo de mantenimiento.
12.- Trefilado
 |
| Antes y déspues de un tratamiento térmico |
12.- Trefilado
 |
| Proceso de trefilado mediante dado |
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un
 |
| Alambre de trefilado |
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.
Las diferentes operaciones que se realizan durante este proceso son:
-Patentado: tratamiento térmico que consiste en calentar el alambre hasta 950 °C, y una vez
 |
| Trefiladora en caliente |
-Decapado: consiste en preparar y limpiar el material, eliminando el óxido que puede haberse formado en las superficies del material, en laminaciones anteriores. Normalmente se hace mediante ataques químicos y posteriormente se realiza una limpieza con agua a presión.
-Trefilado: los lubricantes y diferentes máquinas son los factores principales. Se suele utilizar de lubricantes la parafina y el grafito en solución coloidal o finamente dividido.
-Acabado: una vez que ya ha salido el material de la hilera, se le somete a operaciones de enderezamiento, eliminación de tensiones y, a veces, algunos tratamientos isotérmicos para conseguir mejoras en las características mecánicas del producto.
 |
| Diferentes tipos de trefilado |
English vocabulary:
Calderería: Boilers
Conformado frío manual: Manual cold forming
Estampación: Tooling
Extrusión: Extrusion
Forjado: Wrought
Fundición: Casting
Inyeccción: Injection molding
Laminado: Laminate
Mecanizado con arranque de viruta: Chip removal machining
Sinterizado: Sintered
Tratamientos Térmicos: Heat treatments
Trefilado: Wire drawing
Para que nos hagamos una idea, se podría realizar una bañera. O una olla de grandes dimensiones.
ResponderEliminarLas piezas de embutición profunda tienen más dificultad que las de estampación. investiguen bien que este metodo es muy bueno